 ENG
ENG Get a Quote 
Get a Quote

Exteriör delar:
Främre/bakre stötfångare
Galler
Spoilers
Hjulbågar / Fender Flares
Dörrhandtag
Lamphus/linser
Spegelhus
Sidokjolar
Elektriska och elektroniska (E/E) delar:
Givarhus/ Givarhus
Styrenhetshus/
ECU (Electronic Control Unit) höljen
Reläboxar
Olika kopplingar
| Interiördelar: |
Funktionella/strukturella delar: |
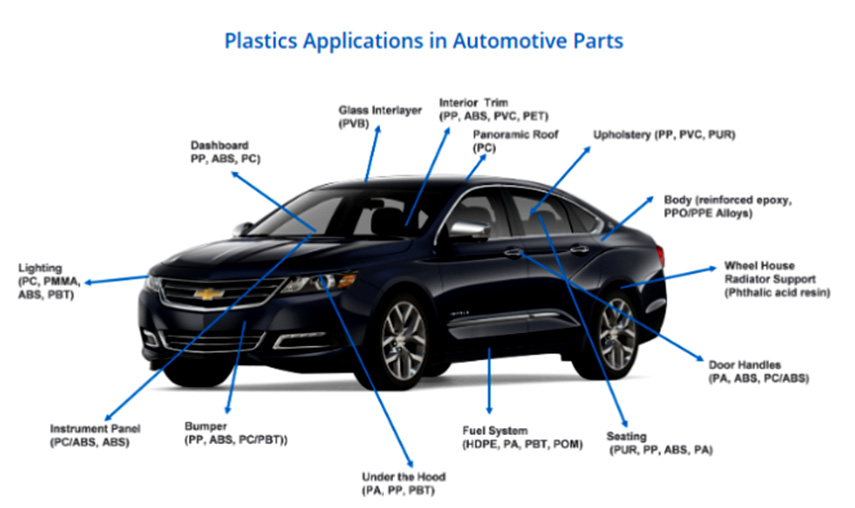

Fordonsindustrin är den tredje viktigaste konsumerande sektorn för polymerer efter förpackning och bygg & konstruktion. Därför kan förändringar i materialanvändningen få stora konsekvenser för polymerefterfrågan och polymertillverkarnas ekonomiska resultat. För närvarande finns det cirka 30 000 delar i ett fordon, varav 1/3 är gjorda av plast. Totalt används cirka 39 olika typer av basplaster och polymerer för att tillverka en bil. Mer än 70 % av plasten som används i bilar kommer från fyra polymerer: polypropen, polyuretan, polyamider och PVC.
→Fordonsdelar kräver exceptionellt hög dimensionell noggrannhet/tolerans.
→Material mångfald komplicerar processutveckling och höjer materialkostnaderna.
→ Formsprutning är energikrävande, med betydande energikostnadsbidrag
 HXM servomaskin
HXM servomaskin  Intelligent servodrivning
Intelligent servodrivning  T-Type högstyvhet plattsystem
T-Type högstyvhet plattsystem 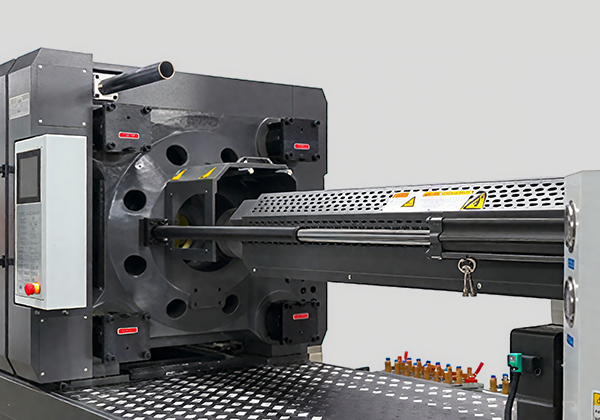 Termisk hanteringsopti-
Termisk hanteringsopti-  HXZ tvåplattsmaskin
HXZ tvåplattsmaskin 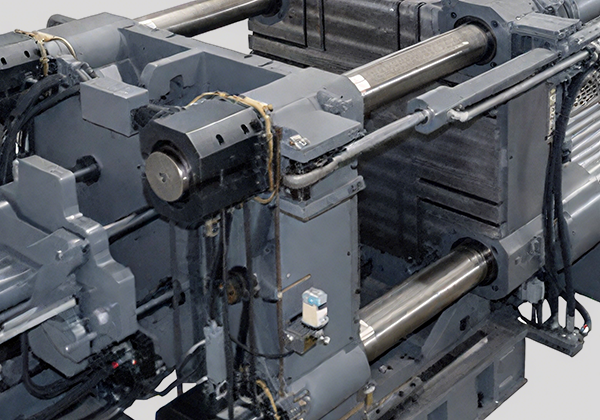 Kompakt struktur,
Kompakt struktur, 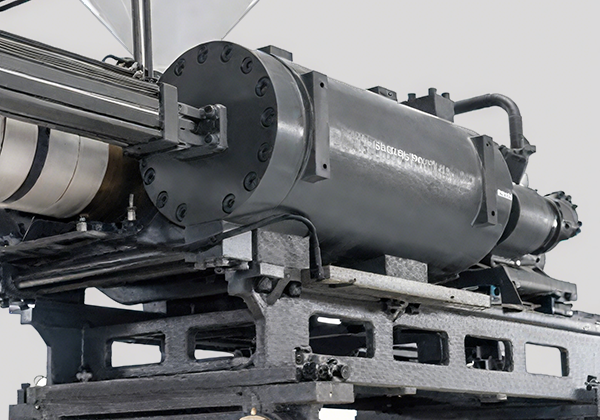 Specialskruv
Specialskruv  Energieffektiv och högpresterande
Energieffektiv och högpresterande 




● Råvaruval
● Produktdesign
● Formflödesanalys
● Formdesignrekommendationer

● Produktens prestanda
● Produktkvalitet
● Användarvänlighet
● Säkerhetskrav

● Produktionslinjeflöde
● Layout, Man, Macie Marcrdng enligt Process Flow
● Perifer automation
● Smart anslutning

● Professionell installation och driftsättning
● Operatörsutbildning på plats
● Formningsprocessutbildning

● Förebyggande underhåll (PM)
● Utrustningsuppgradering
 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com
1
 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com
 +86-136 8570 6288
+86-136 8570 6288
Upphovsrätt © 2025 Ningbo Beilun Highsun Machinery Co., Ltd. Alla rättigheter reserverade. Tillverkare av plastformsprutningsmaskiner
 SEKRETESSPOLICY
SEKRETESSPOLICY