 ENG
ENG 
1. Rollen och tillämpningen av PVC formsprutningsmaskin
Som kärnutrustningen för plastbearbetningsindustrin spelar PVC-formsprutningsmaskin en viktig roll i dagens industriella tillverkningsfält. Polyvinylklorid (PVC), som ett mångsidigt, kostnadseffektivt och hållbart termoplastiskt material, används i stor utsträckning inom många områden som konstruktion, medicin, bilar och konsumentvaror genom formsprutning.

PVC-formsprutningsmaskin är en speciell formsprutningsutrustning som används speciellt för bearbetning av polyvinylkloridmaterial, som har en oersättlig position i plastbearbetningsindustrin. Enligt industridatastatistik involverar cirka 23% av världens plastformsprutningsproduktion PVC-material, särskilt inom områdena byggnadsrör, medicinsk utrustning och ledningar och kablar, är tillämpningsförhållandet för PVC-formsprutningsmaskiner så högt som mer än 60%. Bakom denna breda tillämpning ligger de unika prestandafördelarna med själva PVC-materialen och den effektiva kombinationen av formsprutningsprocessen.
Huvudfunktionen hos PVC-formsprutningsmaskin är att omvandla råmaterial till plastprodukter med exakt storlek och funktionella egenskaper genom tre nyckelsteg: uppvärmningsmjukning, högtrycksinjektion och formgjutning. Jämfört med allmänna formsprutningsmaskiner är PVC-formsprutningsmaskiner optimerade för egenskaperna hos PVC-material och kan effektivt övervinna de tekniska svårigheterna vid PVC-bearbetning, såsom dålig termisk stabilitet, hög smältviskositet och enkel nedbrytning. I byggbranschen har rördelar, skarvar och dörr- och fönstertillbehör som tillverkas av PVC-formsprutningsmaskiner utmärkt väderbeständighet och kemisk stabilitet; inom det medicinska området uppfyller produkter som infusionspåsar och katetrar gjutna genom PVC-formsprutning strikta biokompatibilitetskrav.
Ur industrikedjans perspektiv är PVC-formsprutningsmaskiner i mitten mellan råvaror och terminalapplikationer, och deras tekniska nivå påverkar direkt kvaliteten och produktionskostnaden för slutprodukten. En kvalificerad PVC-formsprutningsmaskin består vanligtvis av nyckelkomponenter som injektionssystem, formklämsystem, hydraulsystem, kontrollsystem och temperaturkontrollsystem. Det samordnade arbetet med dessa system säkerställer att PVC-material kan slutföra formningsprocessen under optimala förhållanden. Med förbättringen av miljöskyddskraven och tillväxten av medicinska behov utvecklas PVC-formsprutningsmaskiner i en mer exakt, energibesparande och intelligent riktning.
Industrispecificiteten hos PVC-formsprutningsmaskiner återspeglas också i deras anpassningsförmåga till materialformuleringar. PVC, som en plast vars egenskaper kan justeras med tillsatser, delas in i två kategorier: styv PVC (RPVC) och flexibel PVC (FPVC). Styv PVC har hög hållfasthet och styvhet och används ofta i byggmaterial; medan flexibel PVC blir mjuk och elastisk på grund av tillsats av mjukgörare, och är lämplig för produkter som medicinska rör. PVC-formsprutningsmaskiner måste kunna hantera dessa två väsentligt olika typer av material, vilket kräver att utrustningen har ett bredare processfönster och mer flexibla parameterjusteringsmöjligheter. Samtidigt, med de allt strängare miljöbestämmelserna, har tillämpningen av blyfria stabilisatorer och nya miljövänliga mjukgörare också lagt fram nya tekniska krav för PVC-formsprutningsmaskiner.
När det gäller ekonomiska fördelar ger PVC-formsprutningsmaskiner tillverkarna mycket konkurrenskraftiga produktionslösningar. Jämfört med metallbearbetning eller andra plastgjutningsprocesser har PVC-formsprutning fördelarna med kort cykel, högt materialutnyttjande och låg efterfrågan på arbetskraft, vilket är särskilt lämpligt för produktion av storskaliga standardiserade produkter. Med PVC-rördelar i byggbranschen som ett exempel kan den dagliga produktionskapaciteten för en medelstor PVC-formsprutningsmaskin nå 5 000-8 000 stycken, och produktviktsfelet kan kontrolleras inom ±0,5%. Sådan noggrannhet och effektivitet är svåra att uppnå med andra processer. Dessutom har PVC-formsprutningsmaskiner också egenskaperna för lång formlivslängd (vanligtvis upp till 500 000 till 1 miljon gånger) och relativt låg energiförbrukning (cirka 40 % energibesparing jämfört med metallpressgjutning), vilket ytterligare minskar produktionskostnaderna.
Med den kontinuerliga utvecklingen av trenden att "plastersätter stål" kommer vikten av PVC-formsprutningsmaskiner att belysas ytterligare. Speciellt inom tillämpningsområdet för att eftersträva lättvikt, korrosionsbeständighet och kostnadskontroll, ersätter PVC-formsprutningsprodukter ständigt traditionella material. Som nyckelutrustningen för att uppnå denna omvandling kommer den tekniska innovationen och marknadsexpansionen av PVC-formsprutningsmaskiner att fortsätta att locka industrins uppmärksamhet.
2. Arbetsprincip och processflöde för PVC-formsprutningsmaskiner
Arbetsprincipen för PVC-formsprutningsmaskiner är baserad på formningsegenskaperna hos termoplaster. Genom att exakt styra parametrar som temperatur, tryck och hastighet omvandlas PVC-råvaror till produkter med önskad form. Denna process integrerar multidisciplinära teknologier såsom maskinteknik, materialvetenskap och automatisk styrning för att bilda ett komplext och exakt bearbetningssystem. Att förstå arbetsprincipen för PVC-formsprutningsmaskiner är avgörande för att optimera produktionsprocesser och förbättra produktkvaliteten.
Systemsammansättning och funktion
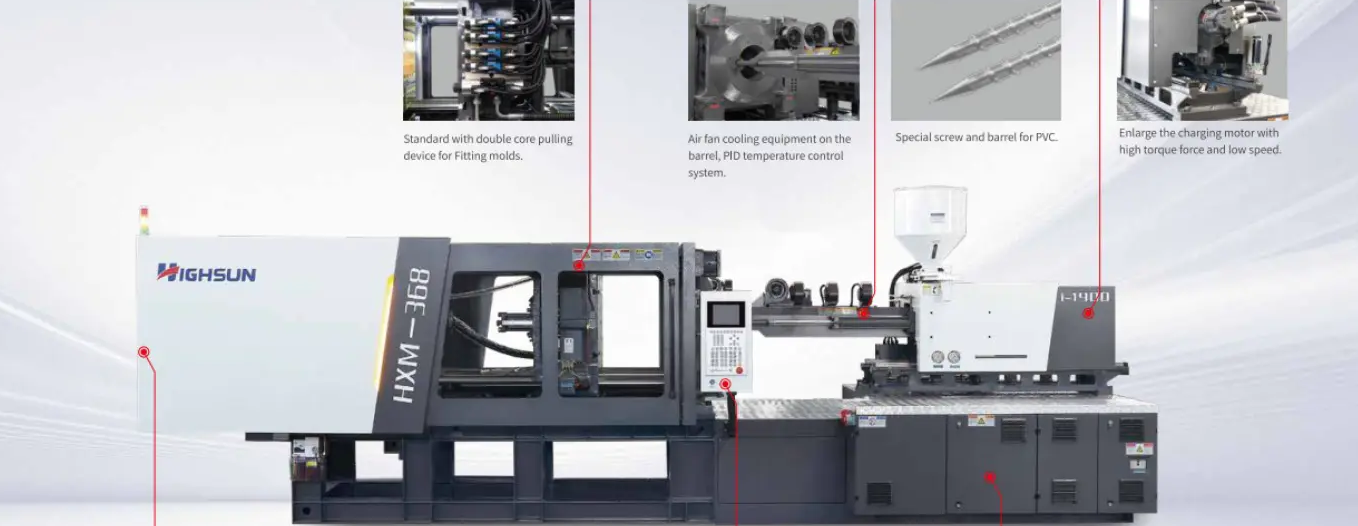
PVC-formsprutningsmaskin består huvudsakligen av fem system: injektionssystem, klämsystem, hydraulsystem, kontrollsystem och temperaturkontrollsystem. Injektionssystemet ansvarar för plasticering och injektion av PVC-material. Det är kärnan i utrustningen och inkluderar nyckelkomponenter som tratt, pipa, skruv och munstycke. Till skillnad från vanliga formsprutningsmaskiner har skruven i PVC-formsprutningsmaskinen vanligtvis en speciell design, med ett litet längd-till-diameterförhållande (L/D) (vanligtvis mellan 18:1 och 22:1) och ett lågt kompressionsförhållande (ca 1,8-2,5) för att minska skjuvvärmetillförseln till värmekänsliga PVC-material. Klämsystemet ger formöppnings- och stängnings- och klämkraft för att säkerställa att formen inte trycks upp av smälttrycket under formningsprocessen. Dess strukturella former inkluderar vipptyp, hydraulisk typ och elektrisk typ. Hydraulsystemet ger kraft till hela maskinen och styr rörelsen för varje ställdon; styrsystemet ansvarar för parameterinställning, programstyrning och processövervakning; temperaturkontrollsystemet upprätthåller den exakta temperaturen på fatet och formen, vilket är särskilt viktigt för värmekänsliga material som PVC.
Arbetscykelanalys
PVC-formsprutning är en cyklisk process, och varje cykel innehåller en serie ordnade åtgärder. Enligt industristandarder inkluderar en komplett arbetscykel följande steg: formstängning → injektion → tryckhållning → kylning → plasticering → formöppning → utkastning av produkter.
I formstängningssteget stängs formen under högt tryck, och klämkraften beräknas baserat på produktens projektionsarea och insprutningstryck, vanligtvis 30-80 MPa. I injektionssteget rör sig skruven framåt för att injicera den smälta PVC vid den främre änden av cylindern i formhåligheten vid högt tryck (vanligtvis 80-180 MPa) och hög hastighet. Denna process varar i flera sekunder, och insprutningshastigheten kan styras i sektioner för att anpassas till komplexa produktstrukturer. Att upprätthålla ett visst tryck i tryckhållningssteget för att fylla på materialet reducerat på grund av kylningskrympning är avgörande för produktens dimensionella noggrannhet och ytkvalitet. Kylningssteget gör att produkten stelnar i formen, och tiden beror på väggtjockleken och kylningseffektiviteten. I plasticeringssteget roterar skruven för att transportera och smälta det nya materialet framåt för att förbereda sig för nästa cykel, och drar sig samtidigt tillbaka till det inställda läget. Slutligen öppnas formen och utmatningsmekanismen tar ur formen av produkten för att slutföra en cykel.
Tabell: Typiska processparameterintervall för PVC-formsprutning
| Parameterkategori | Styv PVC (RPVC) | Mjuk PVC (FPVC) | Viktig påverkan |
| Fattemperatur (℃) | 160-190 | 150-180 | Smältfluiditet, termisk nedbrytningsrisk |
| Formtemperatur (℃) | 30-50 | 20-40 | Kylhastighet, ytglans |
| Insprutningstryck (MPa) | 80-150 | 70-130 | Formfyllningsintegritet, inre stress |
| Hålltryck (MPa) | 40-80 | 30-60
| Krympning, dimensionsnoggrannhet |
| Skruvhastighet (rpm) |
30-70 | 25-60
| Plastiseringskvalitet, skjuvvärme |
| Mottryck (MPa) | 3-10 | 2-8 | Smältdensitet, mjukningseffektivitet |
- Egenskaper för PVC-bearbetning
PVC-formsprutning har betydande processskillnader jämfört med allmänna plaster som PP och PE, vilket främst beror på PVCs materialegenskaper. PVC har dålig termisk stabilitet och bryts lätt ned för att frigöra väteklorid (HCl) vid höga temperaturer. Därför är bearbetningstemperaturfönstret smalt, vanligtvis kontrollerat inom intervallet 150-190°C, vilket är mycket lägre än dess teoretiska nedbrytningstemperatur (cirka 210°C). För att möta denna utmaning är PVC-formsprutningsmaskiner vanligtvis utrustade med mer exakta temperaturkontrollsystem, med en zontemperaturkontrollnoggrannhet på upp till ±1°C, och en speciell skruvdesign för att minska skjuvvärme. Samtidigt har PVC-smälta hög viskositet och dåliga flödesegenskaper, vilket kräver högre insprutningstryck (vanligtvis 20-30% högre än PP) för att fylla formen helt. Dessutom kan tillsatser i PVC-formler som stabilisatorer och smörjmedel bilda avlagringar i cylindern, så PVC-formsprutningsmaskiner kräver oftare rengöring och underhåll.
- Principer för plasticering och injektion
Mjukgöringsprocessen av PVC är en komplex process av fysisk tillståndsomvandling. Efter att fasta PVC-partiklar kommer in i behållaren från behållaren, genomgår de en omvandling från glasartat tillstånd, högelastiskt tillstånd till viskös flödestillstånd under uppvärmning och skjuvning. Skruvens rotation genererar ett dragflöde för att transportera materialet framåt, medan skjuvverkan och extern uppvärmning gradvis smälter PVC. Eftersom PVC är ett polärt material skiljer sig dess smältbeteende från det för opolära plaster som PE, och kräver högre energitillförsel. I slutet av mjukningen samlas den smälta PVC-en vid den främre änden av skruven och trycker tillbaka skruven till det inställda läget. I injektionssteget omvandlas skruven till en kolv och smältan sprutas in i formhåligheten med konstant hastighet eller segmenterad hastighet under trycket från hydraulcylindern. Flödesbeteendet för PVC-smältan i formhåligheten påverkas av formtemperaturen, löpardesignen och insprutningsparametrarna. Rimliga processinställningar kan undvika defekter som sprutmärken och svetslinjer.
- Nyckelpunkter för processkontroll
Framgångsrik PVC-formsprutning beror på exakt kontroll av nyckelparametrar. Temperaturkontroll är den primära faktorn. Pipan är vanligtvis indelad i 3-5 temperaturzoner. Temperaturgradienten stiger från matningsporten till munstycket, men maxtemperaturen överstiger inte 190°C för att förhindra sönderdelning. Insprutningshastigheten påverkar smältfyllningssättet och molekylär orientering. Tjockväggiga produkter bör fyllas med låg hastighet för att minska kvarvarande spänningar, medan tunnväggiga delar kräver höghastighetsinsprutning för att förhindra för tidig koagulering. Inställningen av hålltryck och tid påverkar direkt produktens krympningshastighet och dimensionsstabilitet och måste optimeras i enlighet med produktens struktur och materialegenskaper. Kyltiden står för 60-70 % av hela cykeln. Att optimera designen av kylvattenkanaler kan förbättra produktionseffektiviteten. PVC-formsprutningsmaskiner använder oftast slutna styrsystem för att övervaka och justera dessa parametrar i realtid för att säkerställa processstabilitet och produktkonsistens.
Arbetsprincipen för PVC-formsprutningsmaskiner förkroppsligar den perfekta kombinationen av mekanisk design och materialvetenskap. Genom att exakt styra termodynamiska och reologiska processer omvandlas PVC-råvaror till plastprodukter med olika funktioner. Att behärska dessa principer är den teoretiska grunden för att optimera produktionsprocesser och lösa kvalitetsproblem.
3. Utrustningsegenskaper och tekniska fördelar med PVC-formsprutningsmaskin
Som en typ av speciell plastbearbetningsutrustning har PVC-formsprutningsmaskinen en serie unika mönster som matchar materialegenskaperna. Dessa egenskaper gör det möjligt för den att visa betydande tekniska fördelar vid bearbetning av PVC-material. Från mekanisk struktur till kontrollsystem, varje länk av PVC-formsprutningsmaskin återspeglar den noggranna designen för de speciella behoven av PVC-bearbetning.
- Speciell skruvdesign
Kärnan i PVC-formsprutningsmaskinen är dess speciella skruvstruktur. Jämfört med vanliga skruvar för formsprutningsmaskiner har PVC specialskruvar följande egenskaper: litet bildförhållande (L/D) (vanligtvis mellan 18:1 och 22:1), vilket minskar materialets uppehållstid; lågt kompressionsförhållande (ca 1,8-2,5), lämplig för PVC-pulver eller lätt komprimerbara partiklar; djupt skruvspår, minskar skjuvhastighet och friktionsvärmegenerering; lägga till barriärsektion eller blandningshuvud för att förbättra smältlikheten. Denna design löser effektivt problemet med dålig termisk stabilitet hos PVC och förhindrar överhettning och sönderdelning av material under mjukning. Skruvmaterialet är vanligtvis tillverkat av dubbellegerat stål eller speciellt ytbehandlat för att förbättra slitstyrkan och korrosionsbeständigheten för att klara av sur HCl-gas som kan genereras under PVC-bearbetning. Dessutom är hastighetsintervallet för skruven i PVC-formsprutningsmaskinen relativt smalt (vanligtvis 30-70 rpm), och det kan kontrolleras exakt för att undvika överdriven skjuvning orsakad av för hög hastighet.
- Optimering av temperaturkontrollsystem






 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com haixiong@highsun-machinery.com
haixiong@highsun-machinery.com +86-136 8570 6288
+86-136 8570 6288